
第4回日本酒文化祭及び秋の日本酒文化祭に11月15日参加しました。会の内容を画像を中心にご紹介させて頂きます。最初は、話だけで講演を進めようとしましたが、他の人の講演を聞いたらやはり画像があった方がいいなーと感じて3日前に人生初のパワーポイントなるものを作成しました。ノートパソコンにはいつかは使うだろうとソフトだけは入れていたのでした。単なる画像の貼り付けですね。
ムツニシキにより日本酒造り
以下の画像は日本酒文化祭!の生徒会長(仮)の木村光さんからの提供のものを使用しました。画像提供ありがとうございます。
ムツニシキによる日本酒造り
提出した題名は、ううーん 長いんです。寿司専用の米「ムツニシキ」による日本酒造りと青森県の酒米・酵母についてです。最初は自己紹介ですね!私のことは、なるみん先生と呼んでくださいとお願いしました。その方が馴染みが出るのでは?と思いました。
日直は、上宮三佳さん

日直は、上宮三佳さん
日直(にっちょく)うん、 懐かしい響きですね。学生時代を思い出してしまいます。場所は学校の教室ですからね。生徒役です。日直。MCといいますか?アシスタント役といいますか?上宮三佳さんです。群馬県出身で日本酒大好きな歌手です。ぐんまの地酒大使も務めています。セーラー服がまた可愛いですよね。
鳴海醸造店の外観
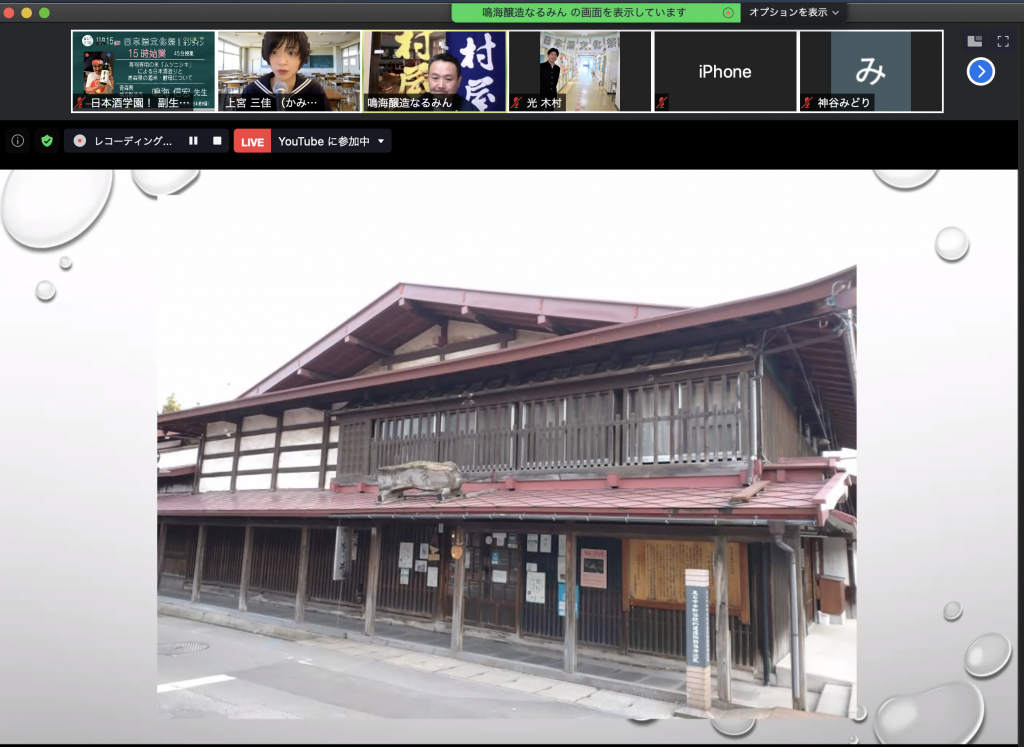
鳴海醸造店
鳴海醸造店の外観の写真です。鳴海醸造店は、平成10年に黒石市の文化財に指定されました。みたいな話です。まずは、どんなところかお知らせしないとですよね。
鳴海醸造店の店舗
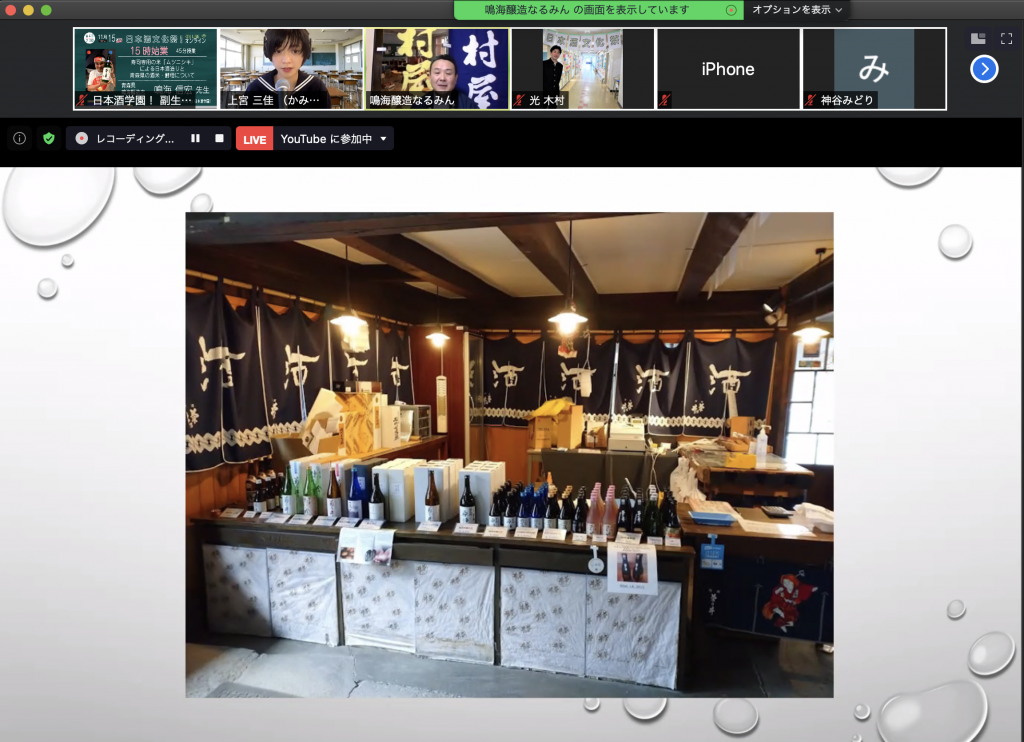
鳴海醸造店の店舗
鳴海醸造店は、中町こみせ通りに面しています。中町こみせ通りは、平成17年に伝統的建造群に指定されていますので観光客もボチボチ来ます。店舗での試飲や販売も行っています。
鳴海醸造店の番頭が座る場所?
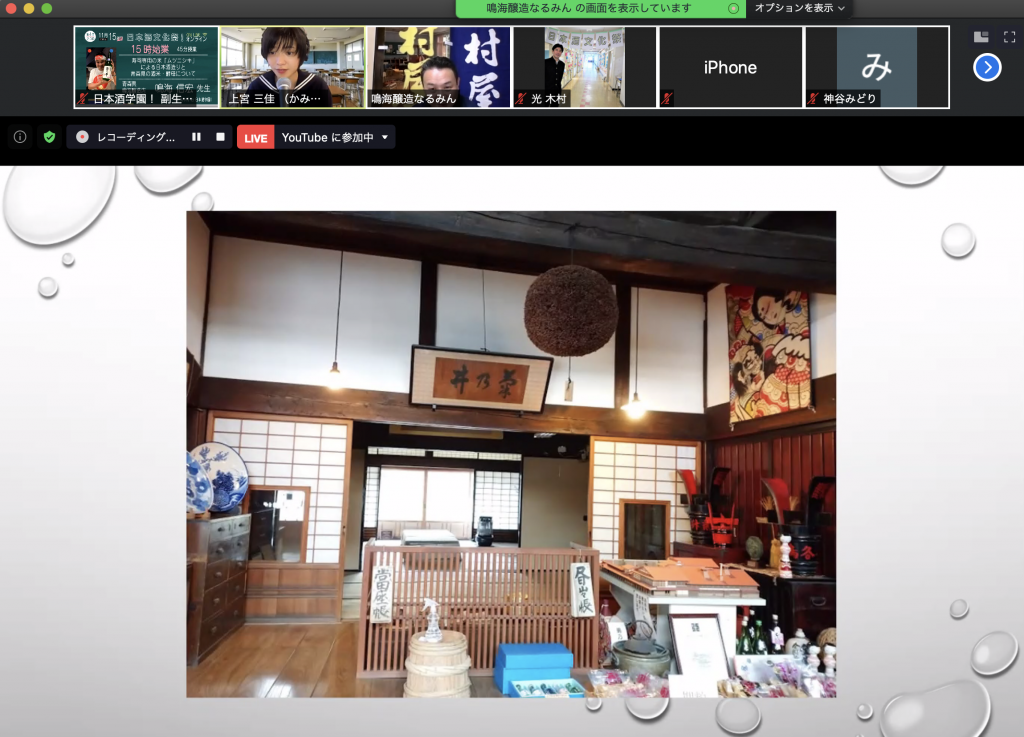
鳴海醸造店座敷手前
昔の番頭さんが座る場所を再現しました。
昔使用していた樽など
講演の時間がない部分はブログで紹介させて頂きます。
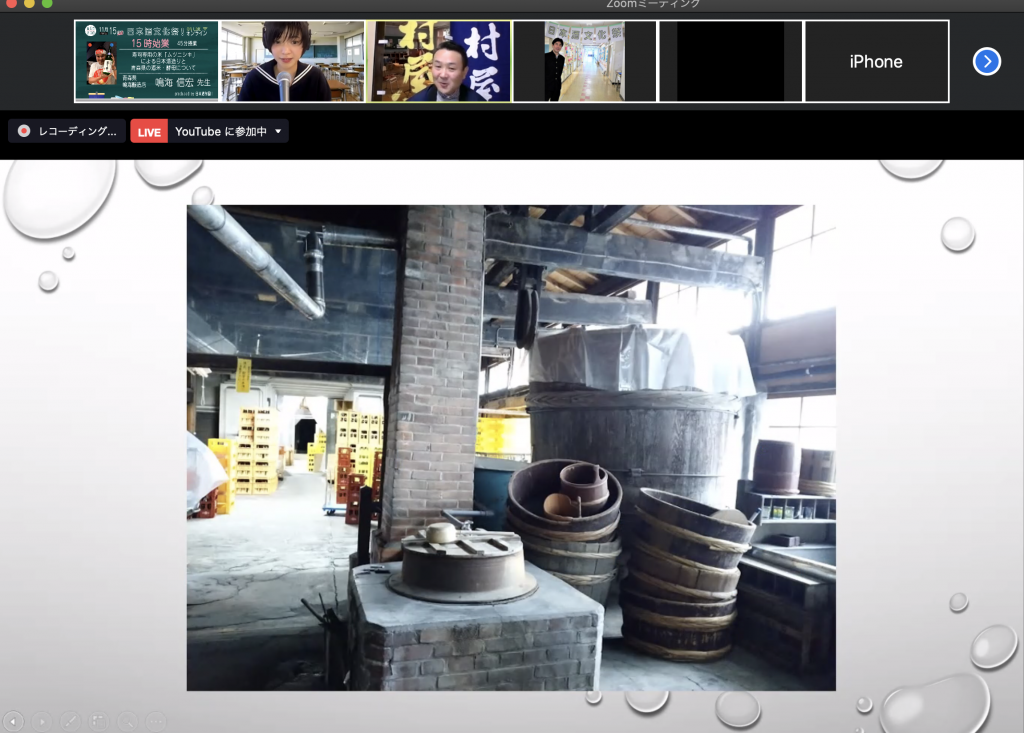
館内の様子
中央にあるのが湯釜です。釜に水を張ってお湯を沸かして使用します。レンガで出来ていますので大正の初期に造り蔵と一緒に作成されたものだと思います。右側にあるのが木桶です。今の酒の仕込はホウロウのタンクですが、昔は杉の木で作成された桶を使用していました。
ムツニシキの米について
ムツニシキは、酒米ではなく「うるち米」になります。昭和46年から平成10年までが奨励品種で制定されていました。米の特徴は小粒で品質は極めて良く、食用に適している粘り気が少なく硬めに炊き上がることが、特徴的です。なので寿司米としては大変重宝されている品種です。酒米も粘り気が少ない方が麹をつくる時など手にくっつきにくいなど作業上は良好です。
ムツニシキによる日本酒造りのコンセプト
寿司ネタに合う日本酒造りをしたい。辛口で味わい深い日本酒。アルコールがやや高めの純米原酒を提供。吟醸香は必要ない。辛口で赤身の肴にも合うしっかりとした味わいを出したい。精米歩合60%か65%で悩んだのですが県の産業技術センターの先生などに相談して60%に決定しました。酵母は、青森県で開発された「まほろば醇」を使用しています。
ムツニシキで酒を造るに当たり苦労したこと
初めて使う米は、データがないので非常に不安な面もあり、仕込みの一番最後にしました。米の粒が小さいのでどこまで磨きをかけるかもいろいろ考えました。白米の吸水において予備試験を行いました。白米10kgを洗米機で洗ったあと、米に水分を吸水させる作業「浸漬(しんせき)」を行います。実際に目で見て時計を見ながら浸漬時間を決めます。これも杜氏の大事な仕事になります。思うように水を吸わないのです。米が硬いのか浸漬時の米の割れはないようです。もろみにいっても米が硬いので米の旨味が日本酒に引き出せるかが心配でした。もろみは低温でじっくりと仕込むことに決めました。最高温度12℃で大吟醸並みのもろみの発酵経過になりました。日本酒度が+9.0とちょっと辛口よりになりましたが、口に含んでみるとそれほどまで辛くなく甘みというか旨味も感じられ非常に良いできとなりました。香りも爽快な感じで料理の邪魔にもならなく当初の目的寿司ネタに合う、和食に合う日本酒が完成しました。
ムツニシキ製品
途中でどこかノートパソコンをいじってしまい。中央の画面にウグイス色の線が付いてしました。途中で直そうかとも思いましたが、画面が消えてしまうといけないので
ほっといておきました。

こちらがムツニシキの製品です。
商品名は菊乃井純米原酒一回火入れムツニシキです。発売まで卸問屋・酒類小売店様で半分の本数の予約受注が終わり発売してから3日で完売という話をしました。酒を造るのが初年度だったので量も少なめに造ったのが実情です。メディア関係の後押しが完売の要因ともなりました。
ムツニシキを使用した寿司の画像

ムツニシキによる寿司
青森県内の約25店がムツニシキを使用しています。そして年内はキャンペーンもあるとの話も!青森県に寿司食べに来てね。
華さやかの紹介
時間は、45分あるから前半長引かせなきゃと 建物の話を随分としましたね!後半尻つぼみになるのも怖かったので、青森県の酒造好適米(酒米)の話ですね。華さやかは、タンパク質を分解しづらい性質を持っています。他の米にない特異性を持っているのです。華さやかを使用すると葡萄の香りがどこの酒蔵もするんですよ。私は、シャインマスカットの香りがする甘口のドイツワインみたいな酒を言って進めています。みたいな話。45分取り留めもない話になってしまいました。視聴された皆様方いかがだったでしょうか?上宮三佳さんからは、蔵の歴史深さとムツニシキの日本酒が大好評だったことは伝わったとのコメントを頂きました。ありがとうございます。
フォーラム開催
18時からはフォーラムと称して蔵元の現状を生徒会長の木村光さんがMCを務めて進行されました。
参加者は、日直の上宮三佳さん
日直の氏家エイミーさん https://www.ujiieaimee.com/
宮城県佐々木酒造店の佐々木洋さん https://miyagisake.jp/kuramoto/sasaki/
和歌山県平和酒造の柴田英道さん http://www.heiwashuzou.co.jp/wordpress/
コロナ禍の中の現状についてやこれからの抱負について木村光さんが進行を務めて行われました。
ウエーブ懇親会

ウエーブ懇親会
MCは、生徒会長の木村光さん。いい笑顔しています。19時スタートでしたが、フォーラムが少し押しましたので若干過ぎました。みんなで乾杯をしましたよ。

フォーラムの参加者
個人情報保護法の関係名前は削除致しました。
三佳さんの唄声

日本酒のうた 上宮三佳さん
皆さんのリクエストにより上宮三佳さんが唄うことになりました。

歌っている様子
からすみ、なめろう、ほたるイカーのフレーズが頭を離れないです。合いの手もみんなでやりました。ウエーブ上なので画面と歌声のズレが生じましたしましたが生の歌声を是非とも聴きたいと思いました。
なるみんポーズ披露
写真は、ございませんがなるみんポーズを披露しました。皆さんもポーズをとって頂きました。笑いのたえない約90分の時間ありがとうございました。皆様方とまたお会いできるのを楽しみにしております。
創業文化三年、津軽の風土が醸した希少な美酒の数々を。
青森の地酒 菊乃井 稲村屋文四郎 稲村屋
株式会社鳴海醸造店
杜氏兼社長 鳴海信宏
Facebookページ・Instagramのフォローもよろしくお願いします。
https://www.facebook.com/narumijozoten/
https://www.instagram.com/kikunoi1806/